
法兰连接氟塑料衬里阀门的结构长度按GB/T 12221 的规定,对夹连接氟塑料衬里阀门的结构长度按GB/T 15188.2的规定。在我国经济发展过程中,引进了大量国外先进技术和设备,与其相连接的阀门结构长度各不相同,因此可根据具体情况,确定其结构长度。
氟塑料衬里阀门的法兰连接尺寸按GB/T 9113的规定或行业标准的规定。也可根据需要,采用国外法兰标准,在供需合同中应明确规定。连接方式不得采用焊接连接。因为氟塑料会因焊接过程中的高温而变形损坏,以免影响阀门安装质量和使用性能。
氟塑料衬里阀门公称尺寸按表19-7的推荐。对于有扫线要求的阀门,按需要由供需双方约定。
氟塑料衬里阀门的手轮或板手上开启力所需要的最大扭力应不超过360N。板手应不长于两倍的阀门结构长度。
如果要求阀门提供锁定机构。锁定机构应设计为在开启或关闭位置锁定阀门。
配有手动或动力驱动装置的氟塑料衬里阀门应有一个可见的位置指示器以指示关闭件的开启和关闭位置。对于旋塞阀和球阀,其板手或位置指示器,当阀门在开启的位置,应与管道在一直线上,当阀门在关闭位置,应横置于管道上。 指示器的标识要清晰,位置显示要准确。
操作装置和阀杆加长装配应提供一种防止由阀杆或阀盖密封泄漏引起的在机构中压力聚集的方法。外部的连接应于以密封,例如用垫片或O形圈,以防止外介杂质进入机构。
驱动装置还可采用电动、液动、或气动方式;装置与阀盖或阀杆加长装置的连接面应设计成能防止零件的错误或不当的装配;传动装置的输出应不超过阀门的驱动链的最大载荷能力。
阀杆应设计有防喷出机构,以防止在阀杆填料或保护圈卸去后在内压下阀杆喷出。
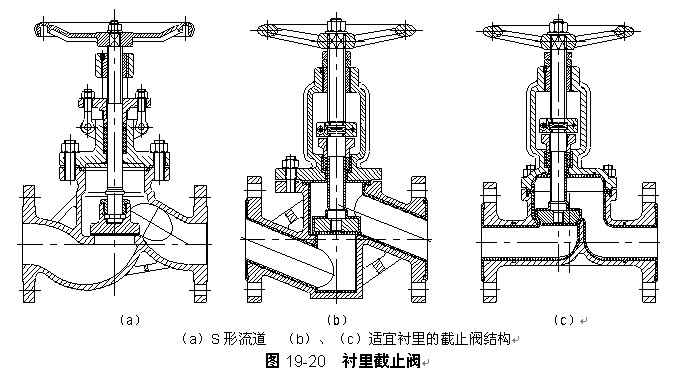
通用阀门的设计,只需考虑阀门铸件的铸造工艺性和结构的合理性就行了,对于氟塑料衬里阀门来说,这还不够,还要考虑氟塑料衬里的模压工艺性、生产成本、流道畅通等问题。
例如氟塑料衬里截止阀(图19-20),其S形的阀门壳体流道设计,在铸造工艺性上没有什么问题,如果是氟塑料衬里截止阀设计成这样的结构,氟塑料衬里模压工艺将无法实现。为了满足氟塑料衬里模压的工艺性要求,又符合截止阀的一般性能参数规范,氟塑料衬里截止阀应设计成图19-20(b)和(c)的样式。
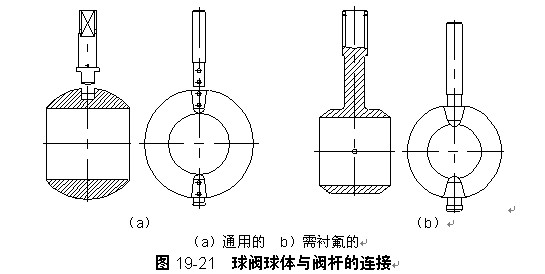
又如球阀(图19-21)的球体与阀杆,蝶阀的蝶板与阀杆,通用阀门的设计是分开的。如果氟塑料衬里球阀和蝶阀采用这样的连接方式,氟塑料衬里工艺性没有什么问题但使用效果上有问题。阀杆与球体(蝶板)联接部位在反复交变受力过程中,容易损坏衬里层,导致衬里层破坏,钢质骨架会受到腐蚀性介质的腐蚀而失效,从而缩短阀门使用寿命。所以,在设计中,通常设计成连体形,实践证明,这样的设计,使用效果良好。
氟塑料衬里阀门的内部设计形状应尽量简洁、要充分考虑模具制造的简易,模压工艺的合理,制造成本的低廉,并保证介质流动顺畅,要求衬里面平整,所有转角处呈圆弧过渡,圆弧半径R≥2mm.
氟塑料衬里阀门的壳体承压件,如采用焊接方式,其焊缝应设计为连续焊,焊缝应打磨平整,无棱角锐边。焊缝应符合GB/T 150的规定。
法兰面的氟塑料衬里应设计成衬满密封面,并且有扣紧基体的设计结构,防止脱壳(图19-22)。

氟塑料衬里阀门衬里层厚度不得小于2 mm。因为氟塑料是高分子材料,具有吸收少量与其接触的气体的特性。随着温度升高,材料体积膨胀,分子之间空隙增大,渗透吸收就加剧,只有适当增加厚度才能减少渗透。因此,在衬里层设计时采用增加厚度来弥补这一缺陷,经过试验氟塑料衬里层厚度在1.5 mm以上就无渗透。所以氟塑料衬里层厚度δ≥2 mm较为合适。
氟塑料衬里阀门衬里层的表面应当光滑平整,无气孔、裂纹、夹杂等缺陷。法兰的翻边处及其他转角处应色泽均匀,无泛白现象。
氟塑料材料必须符合相关材料标准的规定,其密度最好选用≥2.16 g/cm³的氟塑料,材料应纯净,色泽均匀,不允许有杂质存在。目前常用的氟塑料有:FEP(F46)、PFA、PTFE(F4)、ETFE(F40)等。当然,还有塑料PO、PE等。随着新型塑料工程材料的不断出现,将给衬里阀门增添更多的品种。
用于食品、医药、卫生级阀门衬里材料,除上述要求外,还要求氟塑料无毒、无菌、无杂质、清洁卫生等。严禁使用再生、回收材料,无牌号的材料。
氟塑料衬里阀门的连接螺栓应选用适合于阀门的工况和压力额定值的螺栓。虽然氟塑料衬里阀门所适用的压力和温度不高,但在低温工况和一些特殊工况,其连接螺栓就不能随便选用。
上述这些对氟塑料衬里阀门的设计要求,是近些年来,我国工程技术人员学习国外先进技术,勇于实践的经验总结。
当然,还有很多设计和工艺方法能满足衬里阀门的特殊要求,如最近发展起来的滚塑工艺、喷塑工艺,还有热喷涂陶瓷、纳米复合材料等新工艺、新技术、新材料在阀门衬里上的应用,都获得成功,取得非常好的效果。
氟塑料衬里阀门的制造与通用阀门的制造基本方法相同,只是后续衬氟工艺有所不同,因此本文只讨论不同的地方。
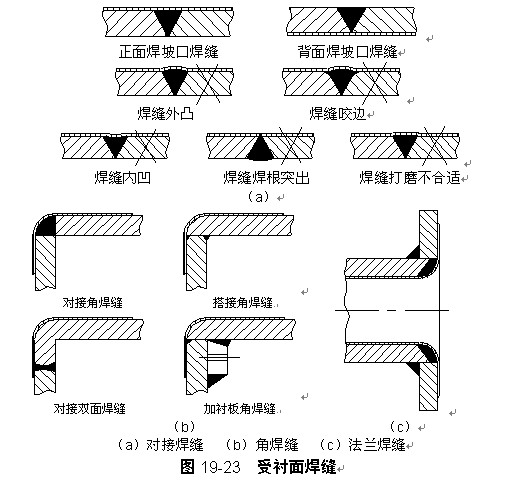
氟塑料衬里阀门,不论壳体材料是铸铁件、碳钢件,还是低温钢、不锈钢件都应符合相应的材料标准,阀门壳体如果是铸件,采用精密铸造为佳,精密铸件的几何尺寸较好;如果是锻件,应采用模锻,模锻尺寸准确,便于衬里。无论是铸件还是锻件都应进行热处理退火,消除应力变形,保持壳体尺寸规范。如果是钢板拼焊件(图19-23),焊缝应符合GB150的规定,焊缝不得采用点焊、间断焊,更不得采用铆接方式。
氟塑料衬里阀门受衬面的焊缝应打磨平整,焊缝凸出高度≤0.5mm。如图16所示,打“×” 为不合格件。焊缝不得有气孔、咬边、裂纹以及任何其他形式得表面孔洞及未焊缝透等缺陷。不合格时,可以修补。修补后仍应符合上述要求。
氟塑料衬里阀门的机加工,焊接等工序必须在氟塑料衬里之前完成。受衬面的焊渣、油污、飞溅物等杂物应予以彻底清除。衬里前,应按GB/T 8923《涂装前钢材表面处理规范》中的St2级要求进行除锈处理。承压壳体在衬里前最好能做强度试验和密封试验。发现孔洞或需要加强的地方应按 GB 150的规定进行焊补,不得在衬里后再行焊补。
氟塑料衬里阀门的模具材料应选择焊接性能好的低碳钢或低合金模具钢材料。为了降低生产成本,常用25钢、30钢的棒材、板材或管材。模具设计应按照产品图和铸件(锻件)的实物尺寸来设计。根据阀门零件大小,计算好模具膜压时的承受压力,确定模具强度;根据氟塑料的收缩率和衬里层厚度,确定模具模腔的空间三维尺寸,模膛表面的粗糙度,原则上愈高愈好,一般应不低于Ra1.6。模具表面粗糙度值愈高,衬里层表面的质量也愈高,愈光滑,也愈容易脱模。但对于为了保证装配质量,需要机加工的衬氟塑料面可降低要求,减少生产成本。
模具的制作加工最好采用数控机床加工,也可采用线切割、电火花加工,还可采用普通机床,人工控制加工,根据生产规模与企业实际情况而定。模具制作的好坏对衬里层质量影响很大,必需由有经验的模具钳工来完成。
氟塑料衬里阀门的衬里加工需要有相应的膜压设备,如压力机、加热炉、称料用的天平以及钳工工具,工作台等。
根据生产规模、品种规格选用相应的压力机,参照表19-8。
加热设备应根据产品和种类、规格来合理选购加热炉。加热炉的内腔应能满足阀门的最大体积和模具体积所占的空间的要求,加热炉的功率应能满足模压工艺的需要,升温时间符合衬里工艺要求。加热炉应有温控装置和温度表,温度表的正负误差不超过5℃。

模压工艺以聚全氟乙丙稀(FEP )为例, FEP(F46)可在330-350℃压缩成型。如果温度超过350℃即很难将工件从模具中取出,还可能使模具受侵蚀,理想的成型压力是5~8Mpa;冷却时在温度降到200℃前须维持此压力,如不保持此压力的话,会在衬里表面产生凹坑和气孔。待温度下降至常温出模。
氟塑料衬里车间应保持良好的工作环境,注意生产安全,特别是人生安全,这是其特殊工作性质决定的。
(1)聚全氟乙丙稀(FEP)在烧制过程中或树脂温度达(230℃)的高温场所必须安装局部排风设备进行充分换气,切勿吸入分解气体,达到360℃高温时,热分解加剧,可能产生氟化氢气体。人吸入此气体可能出现类似患流感时的综合症状。
(2)抽烟前应洗手,因为粘有聚全氟乙丙稀(FEP)粉末吸烟有可能吸入分解气体。
(3)聚全氟乙丙稀(FEP)燃烧时会产生有毒气体,绝对不允许燃烧废料,废料应采用填埋处理,或委托专业废弃物处理公司处理。
(4)模压工作间应保证人流和物流畅通,车间内应设人行通道(1.5m宽)和车行通道(3m宽)。对危及人身安全的设备及区域应设置安全标志牌。
(5)各种高压电线电缆应安置在专门的地沟或管道内,模具应设置专门的货架分类存放,定期检查,保证精度,工作面不得有锈蚀损坏。氟塑料等贵重原材料应有专门的存放库房,并由专人负责保管。工具应摆放整齐。
(6)模压车间应保持空气流通、清洁卫生,有良好的工作环境,做到安全生产。
销售电话:020-32399500 图文传真:020-32398971 企业邮箱:leovalve@126.com
公司地址:广东广州黄埔区黄埔东路633号 邮编:510700



